欢迎进入东莞市塘厦智发机械设备厂网站
全国服务热线
13580790358

制冷行业采用高频焊接技术后获得迅速发展
时间: 2019-11-12 16:54:01
浏览次数:
自从高频感应焊接/青铜剑机应用到制冷行业的铜管焊接以来,制冷行业在铜管焊接技术获得了突飞猛进的发展。高频感应钎焊/焊接机的基本应用: 对于制冷行业的钎焊来说,应用高频
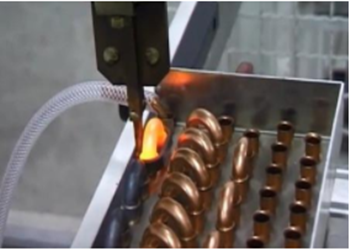
制冷行业传统的焊接工艺是一般是采用银焊条作为焊料,然后用手工天燃气火焰钎焊的方式。火焰钎焊温度高、加热快、但也容易出现加热不均匀、过烧等不良现象,对焊接操作者的本身技能掌握水平要求也比较高。自从高频感应焊接/青铜剑机应用到制冷行业的铜管焊接以来,制冷行业在铜管焊接技术获得了突飞猛进的发展。
高频感应钎焊/焊接机的基本应用: 对于制冷行业的钎焊来说,应用高频钎焊工艺必须对感应加热设备、感应器、钎料、钎剂、夹具等方面的进行正确的选择,并需要通过大量的实验对不同电流,时间等参数进行变换实验,摸索出最适合该产品的一套参数,保证较好的焊接质量。

高频感应钎焊/焊接机的选择: 频率越高,加热深度越浅,频率越低,透热性越好。冰箱压缩机外排气管为1mm 厚紫铜管,内排气管为0.5mm厚邦迪管,母材厚度较薄,使用高频感应焊机可达到较好的焊接效果。加热速度可以通过感应器输出功率、加热时间、材料质量、比热等参数进行计算,选择功率范围适合的感应焊机。冰箱压缩机排气管焊接一般选用 30KW 的高频焊机焊机。可以分两个阶段或多个阶段加热,每个阶段都可设定不同的电流和加热时间,保证焊接过程的稳定和一致性,从而保证焊接质量。
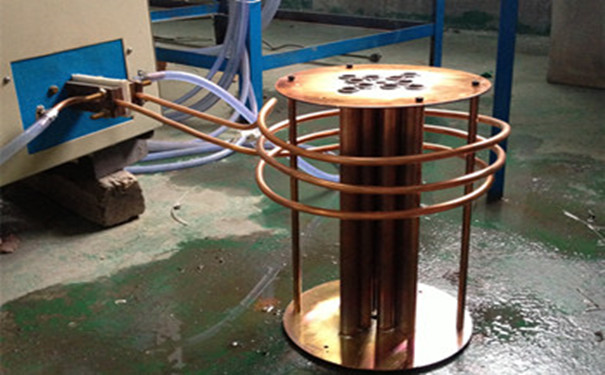
高频感应钎焊/焊接机的感应器的制作:为减小感应器自身发热,感应器一般用电阻率较低的紫铜管制作,盘绕成螺旋状线圈,管内有循环冷却水通过,对感应器进行冷却,及时带走热量,防止感应器被烧坏。一般情况下,线圈应选用直径5mm以上的紫铜管制作。制作过程中不能出现死弯,确保循环水流通顺畅。铜管在折弯前要先进行退火处理,使铜管变软,以免在折弯过程中出现裂纹。应使用模具进行折弯,保证线圈的形状,尺寸的精度和一致性,如果所要折弯角度较大,还可以用砂子或盐填充在铜管中,或将一些熔点较低的金属丝插入管中,待线圈成型后再加热使填充物流出。感应器的尺寸应根据工件的外形尺寸进行设计,感应线圈应尽可能与零件紧密地耦合,以得到最大的能量转换。感应线圈需要做绝缘处理,焊接过程中,在感应线圈中通过高频交流电源线圈附近会产生磁场,内排气管在其磁场的作用下会发生摆动,若与感应线圈接触会发生放电打火现象,甚至会导致感应器击穿,线圈烧毁。因此,感应线圈需要做绝缘处理。可使用耐高温绝缘胶带缠绕或做耐高温涂层,如云母带、瓷涂层等。两电极之间应使用2mm厚的耐高温绝缘材料分隔开,如聚四氟板。感应器与焊枪手柄的连接应使用铜螺栓或不锈钢螺栓,不能使用带有磁性或可被感应加热的金属螺栓。

高频感应钎焊/焊接机感应器的装卡与固定:焊接前要对工件做装卡固定,分为附加夹具固定和工件自我固定。定位夹具应使用耐高温绝缘材料制成,如聚四氟。定位夹具不但要保证感应线圈与被加热工件的距离实现较高的热效率,而且还要保证感应线圈与工件的高度位置,不能过高或过低。钎焊是利用液态钎料的毛细吸管作用填入钎缝接头,如果线圈位置较高,感应器会先加热上部的内排气管,内排气管是邦迪管,感应加热速度很快,会迅速变红,将焊料熔化、沸腾,此时钎缝的毛细吸管作用还不明显,填充效果差;如果线圈位置过低,感应器会先加热下部的外排气管,外排气管是铜管,加钎焊工艺可选用不同形态的钎料,感应钎焊中大量使用焊环。钎剂是在加热过程中润湿金属表面,去除金属表面氧化物,或防止金属表面被氧化的物质,主要根据母材和钎料的性质来选择相应的钎剂,不同的钎料形态应选用不同形态的钎剂。郑州机械研究所积极推动制冷行业感应钎焊的应用,在业内率先推出了适用于制冷行业的低银含量药芯(或药皮)焊环,提高了质量稳定性和生产效率。 高频感应钎焊工艺的应用保证了产品质量,减少了返工,返修的浪费。可实现定量供给钎料,降低了贵金属的耗量,节约了生产成本。可实现焊接自动化,提高了生产效率。

Copyright © 东莞市塘厦智发机械设备厂 版权所有
粤ICP备15079782号
全国服务电话:13580790358 传真:0769-87932503
公司地址:东莞市塘厦镇青云岭工业区骏鹏路1号厂房
 在线客服
在线客服
