欢迎进入东莞市塘厦智发机械设备厂感应加热设备厂家网站
全国服务热线
13580790358

你现在就必须知道的感应加热器钎焊知识
时间: 2020-02-16 12:26
浏览次数:
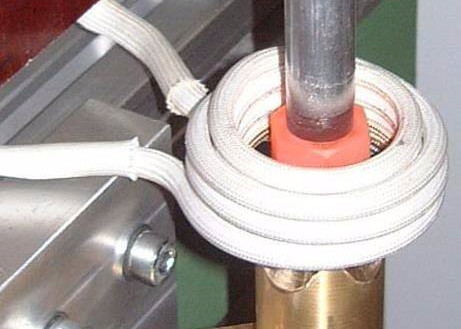
高频感应加热钎焊材料的有效圈及基体结构使用材料为紫铜《GB/T5231-2012加工铜及铜合*号和化学成分》可分为:普通紫铜(T1、T2、T3)、无氧铜(TU1、TU2和高纯、真空无氧铜)。纯铜熔点:108
高频感应加热钎焊材料的有效圈及基体结构使用材料为紫铜《GB/T5231-2012加工铜及铜合*号和化学成分》可分为:普通紫铜(T1、T2、T3)、无氧铜(TU1、TU2和高纯、真空无氧铜)。纯铜熔点:1083.4±0.2℃ 水嘴等附件使用黄铜H62、H68熔点约934℃钎料: ①合适熔点 ②良好润湿性,与母材发生溶解、扩散 ③成分稳定,强度、导电性、导热性、抗腐蚀等满足要求 ④经济性。
高频感应加热钎焊材料的常用钎料紫铜一般为自体切条,电缆线黄铜 S201紫铜焊丝(1020-1050℃),S221(890-905℃ 3、S213(875-1025℃), 银铜 HL204(Ag15c0-780℃)和HL209、205、301、302、310...磷铜 HL201(710-793℃)钎剂:钎剂的主要用途:去除母材和液态钎料表而上的氧化物,保护母材和钎料在加热过程中不致进一步氧化以及改善钎料对母材表面的润湿能湿润能力强。
 高频感应加热器用于钎焊的钎剂应具备以下条件:
高频感应加热器用于钎焊的钎剂应具备以下条件:
①具有足够的去除母材及钎料表面氧化物的能力;②熔化温度及低活性温度略低于钎料的熔化温度;③在钎焊温度下具备足够的润湿能力。④残渣容易除去QJ102适用银基焊料温度550-850℃QJ112适用银基焊料温度600-850℃CJ301适用紫铜及黄铜合金钎焊温度约650℃、磷铜可不用钎剂清洁:母材表面存在氧化物或油污等,往会使液态钎料聚集成球形。不与母材发生润湿。多数金属氧化物在空气中完全分解的温度高于其熔点甚至沸点,因此在钎焊过程中不能单纯依靠加热来求得氧化物的分解搭接装配:装配的方法与间隙值是影响感应器焊接质量的主要原因之一。使用不同的钎料时,其适宜的间隙量也不相同,搭接方式及装配间隙在制作流程的设计、拆分环节就需要设计好。
高频感应加热钎焊材料的常用钎料紫铜一般为自体切条,电缆线黄铜 S201紫铜焊丝(1020-1050℃),S221(890-905℃ 3、S213(875-1025℃), 银铜 HL204(Ag15c0-780℃)和HL209、205、301、302、310...磷铜 HL201(710-793℃)钎剂:钎剂的主要用途:去除母材和液态钎料表而上的氧化物,保护母材和钎料在加热过程中不致进一步氧化以及改善钎料对母材表面的润湿能湿润能力强。
①具有足够的去除母材及钎料表面氧化物的能力;②熔化温度及低活性温度略低于钎料的熔化温度;③在钎焊温度下具备足够的润湿能力。④残渣容易除去QJ102适用银基焊料温度550-850℃QJ112适用银基焊料温度600-850℃CJ301适用紫铜及黄铜合金钎焊温度约650℃、磷铜可不用钎剂清洁:母材表面存在氧化物或油污等,往会使液态钎料聚集成球形。不与母材发生润湿。多数金属氧化物在空气中完全分解的温度高于其熔点甚至沸点,因此在钎焊过程中不能单纯依靠加热来求得氧化物的分解搭接装配:装配的方法与间隙值是影响感应器焊接质量的主要原因之一。使用不同的钎料时,其适宜的间隙量也不相同,搭接方式及装配间隙在制作流程的设计、拆分环节就需要设计好。
上一篇:感应加热技术的发展概况
下一篇:三分钟让你了解高频钎焊的工作原理

Copyright © 东莞市塘厦智发机械设备厂感应加热设备厂家 版权所有 粤ICP备15079782号
全国服务电话:13580790358 传真:0769-87932503
公司地址:广东省东莞市塘厦镇青云岭工业区骏鹏路1号厂房
 在线客服
在线客服
